橡膠制品平板硫化選取正確的流動時間
導(dǎo)讀:
通常認(rèn)為,采用平板是最簡單的硫化形式,熱是通過模型金屬傳給硫化制品的。然而平板硫化也有一系列問題,必須予以重視才能得到滿意的模型制品。 這些問題包括選取正確的流動時間,以及選擇
通常認(rèn)為,采用平板是最簡單的硫化形式,熱是通過模型金屬傳給硫化制品的。然而平板硫化也有一系列問題,必須予以重視才能得到滿意的模型制品。
這些問題包括選取正確的流動時間,以及選擇對于大型模制品的硫化溫度。平板硫化的另一個問題是硫化膠在模型中的收縮率。
選取正確的流動時間
從建立平板硫化機(jī)車間投資高、模型制造費(fèi)用大以及蒸汽和電的消耗較大的觀點(diǎn)來看,必須廣泛地采用流水作業(yè),才能達(dá)到模型制品的經(jīng)濟(jì)生產(chǎn)。而這種流水作業(yè)能否應(yīng)用,又在很大程度上取決于是否能采用最短的硫化時間。
但是,用升高溫度的辦法縮短硫化時間是有一定限度的。這不僅與前述因素有關(guān),還因?yàn)槟z料必須在硫化起步以前充滿模腔。為此,膠料在開始時必須能夠流動。
為了縮短硫化時間又不受上述因素的影響,流動時間(主要決定于流動的距離、膠料粘度和趕氣泡的時間等)應(yīng)盡可能縮短,硫化起步應(yīng)在膠料流動后很快地開始。圖6所示之硫化曲線應(yīng)該是模型硫化所追求的理想曲線。
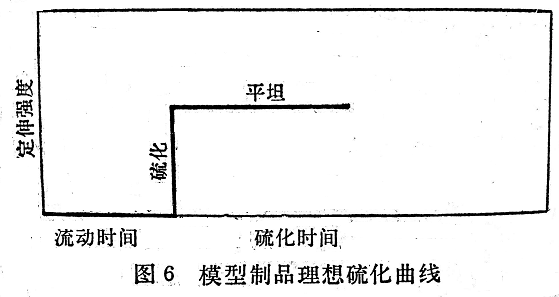
顯然,這一理想硫化曲線只有接近的可能,而用次磺酰胺類促進(jìn)劑則可以最緊密地接近它。根據(jù)應(yīng)用的次磺酰胺促進(jìn)劑類型和共他配合劑的不同,流動時間有可能根據(jù)操作條件的要求而作大幅度改變。采用次磺酰胺促進(jìn)劑時,硫化一且開始,就進(jìn)行得非常快,它的最大優(yōu)點(diǎn)是硫化平坦范圍很寬。
流動時間也受硫化溫度的影響。硫化溫度很高時,要想得到足夠長的流動時間而不致增加廢品率,就要采用非常安全的促進(jìn)劑。
最后,模型金屬的導(dǎo)熱性能也影響膠料的焦燒傾向。多數(shù)情況下,導(dǎo)熱性能較好的鋁模比鋼模的流動時間可能稍短一點(diǎn)。
標(biāo)簽:
